
Műanyagok hegesztése
2008/11. lapszám | Pőr Richárd | 7959 |
Figylem! Ez a cikk 18 éve frissült utoljára. A benne szereplő információk mára aktualitásukat veszíthették, valamint a tartalom helyenként hiányos lehet (képek, táblázatok stb.).
A műanyagok területén – a minőség és az ár vonatkozásában egyaránt – észlelhető rendkívül gyors fejlődésnek köszönhetően ezek az alapanyagok igen nagy népszerűségnek örvendenek az építőiparban. Egyre több beruházó részesíti előnyben a műanyagokat a vízvezeték-, a fűtés- és a gázszerelés területén, ám népszerűségük hasonló mértékű a légtechnikai vezetékek építésében is.
Igencsak közkedveltek a legkülönbözőbb szigetelési feladatokra használt műanyagfóliák, és már nem számít kivételes dolognak, ha egy építkezésen fóliatartályokkal és más egyéb objektumokkal találkozunk, amelyeket műanyaglemezekből állítottak elő hegesztéssel.
Több módszer is létezik a műanyagok egyesítésére, ám az építőiparban a vezető szerepet ezen a területen azok az eszközök viszik, amelyek az egyesítendő anyagok elektromos hevítése elvén alapulnak. A módszer több említésre méltó előnnyel is rendelkezik. Először is, a legbiztonságosabb bonthatatlan kötésű technológiáról beszélhetünk. Ragasztáskor egészségre káros gőzök keletkeznek, és jutnak a környezetbe, és ha összehasonlítjuk a hegesztőfejekkel végzett hegesztéssel, az tűzbiztonsági szempontból is sokkal biztonságosabb. A következő előny az eszközök magas technológiai színvonala, amely berendezések vezérlése gyakran mikroprocesszoros egységekkel rendelkezik, és ez lehetővé teszi egyrészt a varrat teljes méretben megismételhető voltát, másrészt pedig lecsökkenti a kezelőszemélyzettel szemben támasztott képzettség követelményeit. Tekintsük most át egyenként és részletesen az építőiparban használatos műanyaghegesztési módszereket.
 Tokos, kézi hegesztőgép, 650 W Tokos, kézi hegesztőgép, 650 W |
 Tokos, kézi hegesztőgép, 850 W Tokos, kézi hegesztőgép, 850 W |
 Tokos, kézi hegesztőgép, 1200 W Tokos, kézi hegesztőgép, 1200 W |
A csövek polifúziós hegesztése
Ez a hegesztési módszer a vízvezetékek, valamint a melegvíz-vezetékek, fűtési vezeték kiépítésekor használatos, ahol poliolefinekből készült csöveket és idomokat használunk (PE, PP, PVDF, PB) a 16-110 mm-es mérettartományban. Itt elsősorban kézi hegesztőberendezéseket használunk. Ezek az egyszerű, de nagy ellenálló képességű eszközök a melegítőtest formájában, valamint a szabályozás, és vezérlés módszerében is különböznek a többi eszköztől. A fűtőtestek formája tüske alakú, ez pedig elsősorban a kisebb méretek hegesztési céljainak felel meg a nehezebben hozzáférhető szerelési területeken végzett hegesztésekhez; de ide soroljuk a késes kivitelt is, amely 75 mm-es méretig végzett hegesztésre alkalmas. Végül megemlítjük a legerősebb lemezes eszközt, mivel ennek segítségével kiváló minőségben hegeszthetünk csöveket egészen 110 mm-es méretig. Egyes gyártók előnyben részesítik a hevítő tüske különleges szögben kialakított kivitelezését, amely elsősorban a bonyolultabb térben előforduló munkakörülmények közötti használatra alkalmas.
A szabályozás gyakorlatilag csupán kétféle módon történik – a szokásos termosztáttal, illetve a pontosabb mikroprocesszorral. A vezérlésnek már több módja is létezik. A termosztát esetében ez egy egyszerű forgatógomb, viszont a processzoros hegesztőberendezések lehetőséget nyújtanak a beállításra egy hüvelykujjal szabályozható váltókapcsoló segítségével, illetve egy számkijelzős kétbillentyűs vezérlőegységgel. A szabályozás e módszerei csupán a kezelési komfort szintjében, valamint a beállítás pontosságában különböznek. A legnépszerűbb azonban mégis a forgatógomb által beállítható módszer, annak ellenére, hogy soha nem leszünk képesek vele elérni az előző típusok által nyújtott precizitást.
Mindez azonban nem akadályozhat meg bennünket abban, hogy a hegesztőberendezést ellássuk további olyan forradalmi újításokkal, mint amilyen például a hang- és az optikai jelzésrendszer. Ugyanis a hőmérsékletet leszámítva hegesztéskor az egyes fázisidők kulcsfontosságú szerepet játszanak a varratminőség alakulásában. A hegesztőgép a hőmérsékletet a felhasznált anyag, valamint a méret függvényében állítja be. A hegesztőgép a saját programjával kiszámítja az előmelegítéshez, átállításhoz, valamint a rögzítéshez szükséges időket, mindezt pedig egyértelmű – tehát semmivel sem összetéveszthető – hang-, illetve az ellenőrző LED dióda különböző frekvenciával villogó optikai jelzésével közli. Az ilyen elven működő berendezések már Magyarországon is kaphatók.
A berendezés alapelvét tekintve tulajdonképpen az elektromos idomokkal végzett hegesztés is polifúziós módszernek tekinthető. A műanyag idomot a gyártás folyamán ellátják egy ellenálló huzallal, majd amikor az elektrofitting hegesztőberendezéshez csatlakoztatják, megtörténik a hegesztés az említett huzal segítségével. Az ilyen típusú hegesztőgépek általában mikroprocesszoros vezérléssel rendelkeznek, így kezelésük rendkívül egyszerű. Az elektromos idomokat elsősorban a térben korlátozott hegesztések esetén használhatjuk fel előnyösen, például a felújítások alkalmával.
 |
 |
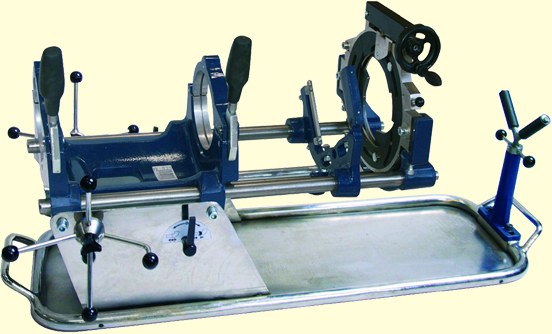
A nagyobb méretű darabok hegesztéséhez rendkívül előnyös a mobil, illetve a műhelyben használható rögzítő készülék. Ez a berendezés lehetővé teszi a cső és az idom tökéletes és szilárd rögzítését, ezáltal pedig biztosítja a pontos geometriát a hegesztési folyamatban. Mindez jelentős mértékben megnöveli a varrat megbízhatóságát.
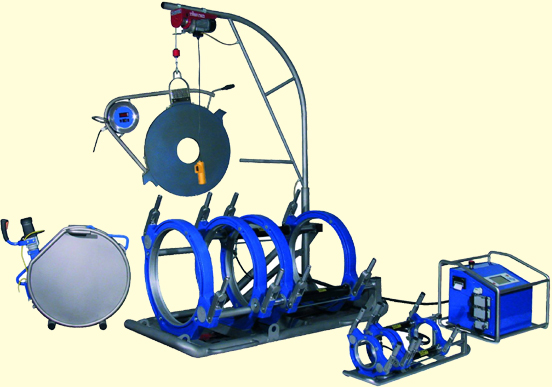
Csövek homlokhegesztése
A nagyobb méretű csövek hegesztése nem végezhető el idomok segítségével, ilyenkor a homlokhegesztés technológiáját alkalmazzuk. Ezzel a módszerrel a PP, illetve PE-DH alapanyagból készült 50-630 mm mérettartamú csöveket hegeszthetünk. Ide tartoznak például a gázvezetékeknél használt csövek. Ez a hegesztési módszer azonban jóval igényesebb, ami a műszaki felszerelést illeti. A 200 mm-es méretig terjedő átmérőket ugyan még hegeszthetjük mechanikus mobil készülékben, ám e felett már hidraulikus hegesztő munkahelyeket kell igénybe venni.
Bár ez így első pillantásra nem is észlelhető, manapság rendkívüli igény merül fel az anyaggal, valamint a műszakilag is magas színvonalú termékekkel szemben. A rögzítő készüléknek meg kell felelnie több egymásnak ellentmondó feltételnek: pontosság, szilárdság, mechanikai ellenálló képesség, ugyanakkor nem lehet aránytalanul nehéz, és ha lehetséges, az ára se legyen túl magas. A nyomás forrását már képesek szolgáltatni a számítógéppel felszerelt munkahelyek, amelyek a napjainkban elérhető technológiákkal rendelkeznek. Ezek a nem túlságosan feltűnő berendezések nem csupán a varrat tökéletes kivitelezését biztosítják, hanem képesek minden egyes varratot jegyzőkönyvezni, majd az adatokat kinyomtatni az integrált nyomtatón, de akár el is mentheti őket egy személyi számítógépbe, hogy azokkal később tovább dolgozhassunk.
A lehető legjobb hidraulikus CNC aggregát ellátható GPS vevőkészülékkel is. Ezáltal minden egyes varrathoz a rendszer hozzárendeli a földrajzi helyzet pontos adatairól szóló információt. Az ilyen adatok egyszerűen átvihetők az elektronikus térképekbe, hogy tévedés nélkül is beazonosítható legyen a csővezeték a terepen. Azonban a szakemberek érdeklődési körét nem kerülhetik el a hidraulikus egységek legegyszerűbb megoldásai sem, ahol szintén működik a mikroprocesszoros technika, ám szerényebb mértékben, mint a CNC esetében. Ez azonban nem zárja ki azt a lehetőséget, hogy rögzítő berendezést csatlakoztassunk a készülékhez, hogy azután a varratokról adatokat szerezzünk be, és nyomtassunk ki.

Lemezek és fóliák hegesztése
Amint azt már a fentiekben említettük, az építkezéseken egyre nagyobb igény jelentkezik a fóliák gyors és biztonságos egyesítése iránt, ez pedig elsősorban a szigetelő fóliákra érvényes. A ragasztás bonyolult és nem megbízható, a lánggal történő forrasztás pedig még veszélyes is. Szerencsére a hegesztő-technológiai berendezések gyártói ezen a területen is képesek egyet s mást felkínálni. A fóliák egyszerű átfedéssel, vagy pedig a varratba történő anyag hozzáadásával is hegeszthetők. Az átfedő hegesztés céljaira a piacon különböző kivitelezésű berendezések kaphatók, ám az egyik legelőnyösebbnek az önjáró automata hegesztőberendezés mutatkozik. Ezek általában komplex mikroprocesszoros vezérléssel rendelkeznek, amely nem csupán a hőmérsékletet, hanem a hevítő-ék hőmérsékletét és az előtolás sebességét is kezeli. Ezáltal kiiktathatóvá válnak a helytelen kezelés által okozott negatív hatások, a varratok pedig kiemelkedően jó minőségben készülnek. Ezekhez a berendezésekhez külön megrendelhető a hevítő-ék egy ellenőrző csatornával, amely a varratban egy hosszirányú mélyedést hoz létre, és amikor ez megtelik sűrített levegővel, egyértelműen igazolja a varrat hermetikusságát.
A lemezek hegesztéséhez egyszerűbb esetekben professzionális forrólevegős hősugárzókat alkalmazhatunk, huzalvezető állvánnyal. A hosszabb és bonyolultabb formáknál pedig bevethetjük az extrudereket, amelyek segítségével anyag hozzáadásával hegeszthetők a lemezek és a fóliák. Ezek olyan gépek, melyek az integrált elektromos hevítő által termelt forró levegő segítségével megolvasztják az adalékanyagot, és optimálisan felmelegítik a hegesztendő lemezeket és fóliákat. Ám ezekben a berendezésekben is meglelték helyüket a mikroprocesszoros vezérlőegységek. Nem csupán biztosítják a kiemelkedően jó varratminőségét, de megakadályozzák magának a berendezésnek a rongálását a helytelen kezelés által – például kiiktatják a helytelen kikapcsolási sorrendet -, ezzel pedig meggátolják, hogy a hegesztőanyag megdermedjen és tönkretegye a berendezést.
Mit lehet még elmondani befejezésként? Az a fejlődés, amely eredményeként a műanyagok egyre nagyobb szerepet játszanak az életünkben – és ez alól az építőipar sem kivétel – visszafordíthatatlan és szükségszerű. A műanyagokat nem csupán az áruk, tartósságuk, az igénytelen szállításuk, egyszerű feldolgozhatóságuk helyezi az érdeklődés középpontjába, de a tökéletes újrahasznosítás környezetvédelmi szempontból is igen előnyössé teszi őket.
A fentiekben ismertetett elektromos hegesztési módszerek csupán az egyik lehetőséget képviselik, hogyan lehet feldolgozni az említett anyagokat az építkezéseken. Kétségtelen – és a piac fejlődése által bizonyított – tény, hogy ez a lehető legelőnyösebb módja a műanyag csövek, lemezek és fóliák szerelésének az építkezéseken. Az egyszerűségnek és biztonságnak köszönhetően az elektromos hegesztés nagy gyorsasággal szorítja ki az összes többi létező, műanyagok egyesítését szolgáló eljárást az építőiparból.