
Hidraulikus présgépek a gyakorlatban
2006/10. lapszám | Ruckel Balázs | 34 219 |
Figylem! Ez a cikk 20 éve frissült utoljára. A benne szereplő információk mára aktualitásukat veszíthették, valamint a tartalom helyenként hiányos lehet (képek, táblázatok stb.).
Van Svájcban egy manufaktúra, ott gyártják az Európa-szerte leginkább elterjedt présgépet. Ebben a gyárban a présgépek mellett sok egyéb mást is készítenek, jelen van a magyar piacon betonfelület-megmunkáló eszközeivel és pneumatikus reveleverőivel is. Ezt a két termékcsoportot saját nevén tartja forgalomban, ami a présgépeire nem mondható el. Így úgy érzem, bátran nevezhetem nevén a gyárat: Von Arx. Valószínűleg a kedves olvasó, ha szakmabéli, és volt már kezében ilyen eszköz, nem is tud róla. Nos, ezt a gyárat sikerült végigjárnunk az elejétől a végéig, mindent megnézhettünk, sőt itt-ott még képeket is készíthettünk, melyekből itt is közlünk párat. S hogy mi volt az apropója ennek a látogatásnak? Nos ez egyelőre maradjon titok, de a cikk végére kiderül. Viszont a látogatás jó alkalom arra, hogy néhány szót ejtsünk a hidraulikus présgépekről.
Technológia - pénz vagy kiváló munka?
Mindig előjön az örök kérdés: pénz, vagy egyéb? Mit helyezünk előre? A pénzt? Természetesen. Feltéve, hogy a számla kimenő és nem bejövő. Szokták még mondani, hogy az idő pénz. Ez mennyire igaz? Nagyon is az. No és ha előre nem látjuk át valamilyen okból ezt az összefüggést? Egy teoretikus példa: a kívánt cél az, hogy eljussunk 10 óra alatt Svájcba, autóval. Ha odaérünk, írhatunk egy számlát 10 millió forintról, ha nem, akkor öt lesz a tízből. Rendelkezésünkre áll ehhez egy átlagos autó, középosztályú, semmi extra, egyszóval hétköznapi. Elindulunk ezzel az ötért, vagy beruházunk egy jobbra, hogy esélyünk legyen a tízre? Én az utóbbit választanám, mert ugye a feladat ugyanaz mindkét esetben, bár a bevétel kereken a kétszerese. Igen, ez teoretikus.
 Vetítsük le a magyar piacra. Gondoljunk csak bele: új ház, csinálni kell a gépészeti szereléseket bent. Magyar módra odaállunk, és nézzük, ahogy izzad a melós a menetvágógéppel egy hétig, majd kimondja a végösszeget, melyet szó nélkül kifizetünk. Aztán megnézzük a másikat, és azt látjuk, hogy egy nap alatt elbohóckodik, majd zsebre tenné ugyanazt az összeget. Egyből kibukik az egyszerű emberből: egynapos munkáért ennyit? Kizárt, hogy kifizessem. Csak egy dolgot felejtünk el, az pedig a technológia, és ennek beruházásai. Az új technológiák mindig drágábbak, mint ahogy az autótípusoknál is az új széria. Az autót megvesszük, a technológiát nem. Miért? Erre válaszoljon az olvasó. És akkor jön a fenti kérdés: Pénz, vagy kiváló munka? Mi kerül többe? Egy lassú technológiával - mely sok rezsianyagot és időt igényel - szerelni két hétig, vagy beruházni egyszer az előbbi lassú munkának az árát, és feleannyit dolgozni ugyanazért a pénzért, ráadásul úgy, hogy erre még a beszállítónk jótállást is vállal? Szerintem a döntés iránya egyértelmű.
Vetítsük le a magyar piacra. Gondoljunk csak bele: új ház, csinálni kell a gépészeti szereléseket bent. Magyar módra odaállunk, és nézzük, ahogy izzad a melós a menetvágógéppel egy hétig, majd kimondja a végösszeget, melyet szó nélkül kifizetünk. Aztán megnézzük a másikat, és azt látjuk, hogy egy nap alatt elbohóckodik, majd zsebre tenné ugyanazt az összeget. Egyből kibukik az egyszerű emberből: egynapos munkáért ennyit? Kizárt, hogy kifizessem. Csak egy dolgot felejtünk el, az pedig a technológia, és ennek beruházásai. Az új technológiák mindig drágábbak, mint ahogy az autótípusoknál is az új széria. Az autót megvesszük, a technológiát nem. Miért? Erre válaszoljon az olvasó. És akkor jön a fenti kérdés: Pénz, vagy kiváló munka? Mi kerül többe? Egy lassú technológiával - mely sok rezsianyagot és időt igényel - szerelni két hétig, vagy beruházni egyszer az előbbi lassú munkának az árát, és feleannyit dolgozni ugyanazért a pénzért, ráadásul úgy, hogy erre még a beszállítónk jótállást is vállal? Szerintem a döntés iránya egyértelmű.
Eszközök pénz vagy idő?
Az idő pénz. Egy kötésre fordítandó idő forrasztással kb. 30 másodperc, préseléssel 3 másodperc. Milyen is az arány? Egy a tízhez, ha jól számolom. Tehát ha van egy munkánál mondjuk 1000 kötés, akkor az forrasztva 8,33 órába kerül megállás nélkül. Ugyanez préselve 0,833 óra. Fejezzük ki órabérben (legyen 1000 Ft/óra): 8333 Ft szemben 833 Ft-tal. Folytassuk tovább a gondolatmenetet. Egy présgép ára, ami teljesíteni tudja a fenti időt, 324 000 Ft bruttó. Számoljunk utána, mennyi idő alatt hozza meg az árát az eszköz, csak a kötés elkészítésének idejére korlátozva a számítást: az előbbi és utóbbi technológia közt 7500 Ft megtakarítás van. Akkor ez kb. 48 óra munka alatt behozza az árát, úgy, hogy ebbe még beleszámolunk egy 40 000 Ft értékű szervizelést is. Tehát beruházunk 300 000-400 000 Ft öszszeget, a munkára fordítandó idő kb. 1/3-ára csökken (a csövek előkészítése és a dolgozó elhúzza a munkát). Tehát ugyanannyi idő alatt háromszor annyi számlát állíthatunk ki.
Szolgáltatás - pénz vagy biztonság?
Épül a ház, bekerülnek a falba a vízvezetékek, esetleg gázvezetékek, megpréseljük őket, jön a burkoló, a festők, kész a lakás, beköltözik a vásárló, elkezdi használni a falba zárt infrastruktúrát. Egyszer csak megjelenik egy folt a falon: ereszt a kötés. Szól a kivitelezőnek, hogy jöjjenek, és javítsák ki a hibát. Hogyan következhetett be hiba, hiszen a préstechnológia adja a legnagyobb biztonságot? Nem megfelelő fitting? Nem jó présfolyamat? Vegyük sorra őket. Mit nevezhetünk megfelelő fittingnek? Ha világszerte ismert márkáról és sűrűn használt rendszerről van szó, akkor az valószínűleg az egyik legjobbnak tekinthető. Ezzel dolgoztunk? Ha igen, akkor elsőre kizárható ez a hiba.
Nem jó présfolyamat? Mit ír elő a gyártó? Egyáltalán előír valamit? Úgy és azzal az eszközzel csináltuk? Jól működik az az eszköz? Hogy is néz ki egy rendszer? Adottak a fittingek, szelepek, minden egyébhez, ami szükséges lehet, adott egy technológiai leírás és az ajánlott eszközök, azok tudása, előírásai. Erről a nagyobb rendszerkereskedők gondoskodnak, megadják a megfelelő instrukciókat, sőt még jótállást is vállalnak a termékeikre a beépítés után, feltéve, hogy betartották a technológiai előírásokat. Hogy ezek mit tartalmaznak részleteiben, azzal nem foglalkozunk most. Egy biztos: a présgépet javasolják, annak tudnia kell a kívánt préselési erőt, és ezt bizonyítani is kell. Hogyan? Papírral. Hol tud ilyet szerezni a kivitelező? Szervizben, ahol kalibrálják a szerszámot. Hol kalibrálják? Eddig legközelebb valahol Ausztriában. Már nem az a legközelebbi, hiszen ezért utaztunk olyan sokat. Mindez pénzbe kerül, s hogy mennyibe, az talán nem is olyan lényeges, ha arról az oldalról nézzük, hogy nem kell fizetnünk a szerelőt, burkolót, festőt, mert nem hibásodik meg a rendszer, ha mégis meghibásodna, akkor pedig a rendszerkereskedő mögénk áll, mert betartottuk a technológiát. Tehát itt van egy elhanyagolható költségünk, szemben egy felújítási költséggel. Ezt már nem igazán tudom számokban kifejezni.
Szerszámok
Kicsit ássunk mélyebbre a szerszámok működését illetően. Itt elsajátíthatja a kedves olvasó, hogyan is működnek ezek az eszközök.
Elektromechanika?
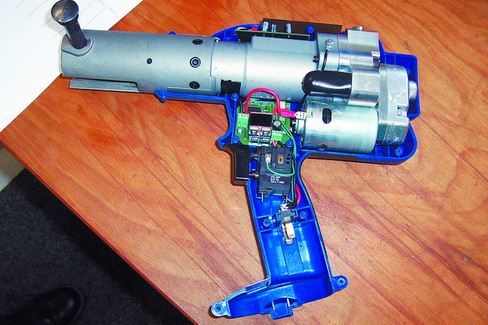
Alapvetően egyszerűen működő gépek ezek. A présfolyamat röviden annyi, hogy egy motor megfelelő áttételen keresztül meghajt egy menetes orsót, amin préselés közben egy lakatanya közlekedik, így szolgáltatva a kívánt 32 kN préserőt. Ebben a mechanikában azonban kell lennie egy csúszó kuplungnak is, sőt, amikor ez a csúszó kuplung éppen megcsúszna, az elektronikának el kell indítani a motort visszafelé, hogy alaphelyzetbe álljon a gép. Nos, ha ezt a két sarkalatos pontot megvizsgáljuk, egyből látható, hogy maga a technológia nem jó, mert a csúszó kuplungot konzekvensen szűk tűréshatárral beállítják adott forgatónyomatékra, ugyanakkor az elektronika a motor áramfelvételéből származtatja a leadott nyomatékot. Az elektronikai alkatrészek szórása még nagyjából kiküszöbölhető, de ember legyen a talpán, aki egy 500-600 W teljesítményű motorból több ezer darab egyformát tud gyártani. A végkövetkeztetés az, hogy ha a kuplung előbb megcsúszik, minthogy kapcsolna az elektronika, a kuplung kikopik, fárad, és nem tudja tartani a szükséges préserőt, ha pedig az elektronika kapcsol hamarabb, mert mondjuk a motor egy kicsivel erősebb a tervezettnél, akkor szintén nem adja a megfelelő erőt. A présfolyamathoz szükséges idő kikövetkeztethető a menetes orsó-lakatanya technikából, ráadásul, ennek még alaphelyzetbe is kell állnia. Összegezve, nem egy jó megoldás, és nem is tudok olyan rendszerkereskedőt mondani, akinek a technológiájában szerepelne az elektromechanikus típusú gép.
Hidraulika?
Ha jól meggondoljuk, ez a legtisztább, legkonzekvensebb dolog, ami kitalálható. Adott egy motor, mely meghajt egy fogaskerék-szivattyút, ez előállít bizonyos nyomást, melyet már a hidraulikán belül kiválóan és pontosan lehet szabályozni. Az elektronikus vezérlésre sok példa áll rendelkezésre. A legegyszerűbb megoldás az, hogy nyomásérzékelők vezérlik az elektronikát. Ilyen gépeknél általában elég egyszer megnyomni a bekapcsoló gombot, és a folyamat vezérelve lefut, tehát nincs emberi kéznek beleszólása abba, hogy hogyan érjen véget a préselés. Ha egyszer elindult, akkor teljesítve a kívánt erőt, elvégzi a préselést. Itt lép be a következő típus, ami figyeli a préselési erőt is, majd ha rosszul végződött valamilyen okból, akkor figyelmeztet erre, és meg is jegyzi ezt, segítve a szerviz munkáját. Mint minden hidraulikát, ezeket is felül kell vizsgálni időről időre, hogy biztosak lehessünk a gép tudásában, és ez bizonyítékul is szolgál a rendszerkereskedők felé. Ilyenkor egy egyszerű karbantartást végeznek a gépen, kicserélik a kopó alkatrészeket, gyűrűket, tömítéseket, kenőanyagokat és hidraulikaolajt, majd egy mérőpadra helyezve a gépet kalibrálják. Azok a készülékek, melyek intelligens elektronikával rendelkeznek, elérve ezt az időt először figyelmeztetik a szerelőt, hogy a gépet szervizbe kell vinni karbantartásra, majd ha ezt nem teszik meg, le is tiltják a használatát. Ilyenkor a kalibráló padon lévő számítógép segítségével javítás után kinullázzák a beépített számlálót, rögzítik a karbantartás tényét, és nullázzák a hibaregisztereket is. Ez utóbbi megoldást jobbnak találom, mert rákényszeríti a szerelőt, hogy rossz géppel ne dolgozzon. Azok a gépek, amelyek nem rendelkeznek ilyen elektronikával, ugyanezt a szervizt igénylik, csak nem jelzik. Figyelembe véve, hogy egy elhanyagolt gép javítása 1-2 százezer forintba is belekerülhet, érdemesebb évente, kétévente (típusa válogatja) karbantartásra vinni, melynek összege valahol 45 000 Ft környékén van.
Karbantartás és szerviz
Mivel ez a cikk a hidraulikus gépekről szól, itt csak ezek szervizigényeiről beszélnék. Alapvetően a tárgyalt gépek három részre tagolhatók: a meghajtás és szivattyú, a hidraulikavezérlés, és a munkahenger. Karbantartáskor és szervizeléskor a meghajtást és a szivattyút a legritkábban kell megbontani, mivel ezek a legkitartóbb részei a gépnek. Az elektromos meghajtás hibája szépen látható a szénkefe szikrázásából vagy zárlatból. A szivattyú hibáját akkor lehet tapasztalni, ha a présfolyamat ideje megnő, nem tud elegendő olajmennyiséget mozgatni a szivattyú. Lényegében ezek a géprészek nem igényelnek különösebb szervizelést. A hidraulikavezérlés már egy sokkal érdekesebb géprész, itt áll be a kívánt nyomás, mely a munkahengert előreviszi, itt történnek a nyomásmérések az elektronika számára, igazából itt dől el, hogy tudja-e az adott gép a kívánt nyomást. Itt van az olajszűrő, a tartály, a leengedő és a biztonsági szelep is. A munkahenger egy nagyon egyszerű gépelem, ez alakítja a nyomást erővé, végzi el a préselést. A munkahenger elejébe kerül befogásra a préspofa, benne van az utolsó nyomásérzékelő, és a préspofa megfelelő rögzítését ellenőrző érzékelő is. Az érzékelők mennyisége mindig függ az adott géptípustól, itt a legfejlettebbre szorítkozom, ennél egyszerűbbek vannak, ott záródik a sor, hogy a pofarögzítésen kívül semmit nem ellenőriz. Érdekesség, hogy árban nem olyan nagyok a különbségek, nagyobb differencia csak az akkus verziónál érzékelhető.
Érzékelők: elsődleges nyomás, kimeneti nyomás, munkahossz, pofarögzítés. Ennél a típusnál pofacsere esetén mindig kell egy üres folyamatot végezni, hogy a munkahossz-érzékelő tudathassa az elektronikával, hogy mekkora pofa van benne (minden pofán az alsó, belső ék szöge adja a préselés erejét és sebességét). Innentől kezdve a gép minden présfolyamatot ellenőriz nyomás, végrehajtási idő szerint, és ha ezek nem felelnek meg a tűrési meghatározásnak, jelez, eltárolja a hibás folyamatot, és hogy mi volt a hiba. Ezek a gépek néhány ilyen hiba egymás utáni előfordulása esetén (pl. ötször nem volt jó a nyomás) kikapcsolnak és lezárnak, hogy ne lehessen velük a munkát folytatni, mivel valószínűleg elromlottak. Ekkor a szervizben felkerülnek a mérőpadra, összekapcsolódnak a számítógéppel, közlik "bánatukat", és feloldanak, hogy lehessen tesztelni őket. A hiba feltárása után javítás következik, majd ismét egy kalibrálás.
Végszó
Mára Magyarországon a hidraulikus présgépek igen széles körben elterjedtek. Eddigi tapasztalatok alapján ezeket a gépeket csak akkor küldik szervizre, mikor már nem működnek, valami hibájuk keletkezett. Ezek a meghibásodások megelőzhetők rendszeres karbantartással, kalibrálással. A gyári javaslat szerint számlálóval nem rendelkező gépek esetén ez kétéves ciklusokban elegendő, számlálós gépek esetében 20 000 végrehajtott présfolyamatkor jelentkezik az igény. Érdemes elgondolkodni azon, hogy a préskötés tökéletes elkészítéséhez igényelt erőt a gép mindig képes legyen biztosítani, emiatt ne eshessen ki a munkából az eszköz. Most, hogy megjártuk Svájcot, és megfelelő képzésben részesülhettünk, megnézhettük a gyártási technológiát, Magyarország már rendelkezhet olyan szervizzel, mely a kelet-európai régióban nem biztosított. Immár lehetőség van arra, hogy 3-4 napon belül a gépek revíziója és kalibrálása megtörténhessen, ezért aki ilyen géppel rendelkezik, a többiekkel szemben máris előnyhöz jutott.
Ruckel Balázs