
Épületgépészeti acélcsövek gyártási technológiái
2009/4. lapszám | VGF&HKL online | 4465 |
Figylem! Ez a cikk 17 éve frissült utoljára. A benne szereplő információk mára aktualitásukat veszíthették, valamint a tartalom helyenként hiányos lehet (képek, táblázatok stb.).
Alábbi cikkünkben az épületgépészet egyik még ma is legfontosabb anyagáról lesz szó.
A felhasadt belső oldalt egy belesajtolt tüskével folyamatosan tágítják és simítjá, ezáltal kialakul egy vastag falú alapgyártmány.
Varratos acélcsövek gyártása
Ennek a gyártástechnológiának a lényege, hogy az előállítandó cső félkész alapanyaga egy acélszalag, melynek szélessége határozza meg a későbbi cső kerületét. Ezzel a technológiával 500 mm átmérőig gyártanak csöveket, melyeknek falvastagsága eléri a 12 mm-t. A gyártósortól függően az előállítás termelékenysége elérheti a 10 m/perc sebességet. A szalagot először körhöz közelítő alakra hajlítják, majd annak széleit a melegsajtoló hegesztéshez szükséges hőmérsékletére emelik, aztán tompa illesztésű hegesztéssel összehegesztik. A kihűlt varrat ezután még megmunkálásra szorul, azt lesimítják, és a kész csövet a mérettől függően a szükséges hosszra darabolják. Gyakori eljárásnak számít a spirálvarratos csőgyártás, a félkész alapanyag ebben az esetben is acélszalag, melyet spirálszerűen vezetnek elő és hegesztenek össze. Ennek az eljárásnak az előnye a megbízhatóbb szilárdsági mutatók. A méretek itt elérik a 2500 mm átmérőt és akár a 30 mm falvastagságot.
Varrat nélküli acélcsövek gyártásának technológiája
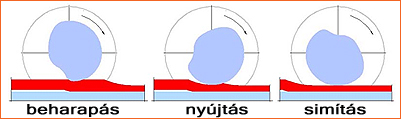
A kiinduló gyártmány ebben az esetben egy vastag falú, hengeres alakú, üreges tömb, melyeket ferdehengerléses, lyukasztásos vagy sajtoló lyukasztásos eljárással munkálnak meg, majd ezt követően nyújtókovácsolással, nyújtóhengerléssel vagy sajtolással alakítják ki a cső végső formáját. A legismertebb eljárás a Mannesman-féle lyukasztóhengerlési eljárás, melynek során a megmunkálandó bugát – anyagát az előírás szerinti hőmérsékletre hevítik – forgó hengerek közé vezetik, ahol több száz tonnás erővel megnyomják. Ennek hatására a hengeres buga közepe bereped, a folyamatos sajtolások következményeként kilyukad. Ezt az egyenetlen, felhasadt belső oldalt egy belesajtolt tüskével folyamatosan tágítják és simítják, ezáltal kialakul egy vastag falú alapgyártmány (1. kép).
Ezt követi az úgynevezett Pilger-járat (2. kép), melyre még izzó állapotban rá- (át-) engedik az alapanyagot, és különleges mángorló hengerekkel lassú elfordulásos mozgást előidézve hosszanti irányban nyújtják, míg el nem érik a tervezett falvastagságot. Az eljárással, melyet nyújtókovácsolásként is ismernek, megnövelt falvastagságú csöveket lehet gyártani, DN 150 mm átmérőig. Az Erhardt-eljárásnál a kiinduló anyag egy 1200 ºC-ra hevített hengeres tömb, melybe egy tüskét préselnek, ezzel érik el hosszanti irányban a belső kiindulási alakzatot, majd úgynevezett tolópadra átemelve alakítóhengerekkel nyújtják a kívánt méretűre a csövet. Csősajtolással vagy előrefolyatással is gyártanak varrat nélküli acélcsövet, melynek során egy 1200 ºC-ra felhevített izzó bugát egy úgynevezett recipiens-be helyeznek, és több száz tonnás sajtoló erővel préselik.
Egy másik lehetőség a csősajtolásos eljárások közül a lyukasztva húzó sajtolás, amely kombinálja az előlyukasztást és az előrefolyatást
Az izzó alapanyag a nyomás hatására és képlékeny állapota miatt egy gyűrűs szerszámon préselődik át, mely egy speciális tüskével van ellátva, ahol eléri a csőkeresztmetszetet. Az eljárással max. DN 400 mm átmérőjű cső állítható elő.
Egy másik lehetőség a csősajtolásos eljárások közül a lyukasztva húzó sajtolás, amely kombinálja az előlyukasztást és az előrefolyatást (3. kép).
A különböző munkafolyamatokat elvégző szerszámok rendkívül nagy hőmérsékletnek és mechanikai terhelésnek vannak kitéve, emiatt kenésüket üvegporral oldják meg.
A korábban említett varratnélküli acélcsövek bármelyikét egy további eljárással, a szabványok szerinti méretpontosság kívánalmainak megfelelően lehet módosítani. A módszer neve: precíziós csőgyártás. Az eljárás során a csöveket ismételten felhevítik, és egy megfelelően kalibrált hengersoron vezetik keresztül, melynek során rendkívül kis mértékű falvastagság-csökkentés érhető el, ami 0,01 mm pontossággal beállítható.
Bokkon Imre