Recept csöveseknek
2012/4. lapszám | Ring Tamás | 5855 |
Figylem! Ez a cikk 14 éve frissült utoljára. A benne szereplő információk mára aktualitásukat veszíthették, valamint a tartalom helyenként hiányos lehet (képek, táblázatok stb.).
Nem, nem a pattogatott kukorica és az ásványvíz kombinációjának laktató és kedvező élettani hatásáról akarunk írni. Inkább a csőszerelés legegyszerűbb receptjét adnám közre: melegítsd meg, majd told össze.
Hozzávalók: cső, fitting (csőidom), csőhegesztő. Hát lehet ennél egyszerűbb? A korszerű csőszerelés egyik leggyorsabb és legmegbízhatóbb kötést adó módszere a műanyagcsövek hegesztése. Gyors, hisz elmaradnak a menetvágás, forrasztás előtti előkészületek; és megbízható, hisz hegesztéskor a két munkadarab összeolvad, homogén átmenetet képezve a két munkadarab közt – feltéve, ha szakszerűen csinálják. Nincs forraszanyag, nincs tömítőgyűrű, szorítógyűrű, nem kell présszerszám, kalibrálás, sem forrasztóberendezés. Egyszerű és gyors. A műanyagcsöveket nagy – akár 1200 mm átmérőjű – gerincvezetékektől kezdve a háztartásoknál alkalmazott 16 mm-es átmérőig használják. A csövek anyaga általában speciális polipropilén (PP-R) vagy polietilén (PE), esetleg PVDF. A leggyakrabban használt PP-R cső jó mechanikai, áramlástani, hőtani tulajdonságokkal rendelkezik, nagy nyomáson is hosszú élettartalmú, higiénikus, vegyszerálló, ellenáll az UV-sugárzásnak, jó hőszigetelő. Ezek a tulajdonságok lehetővé teszik a meleg és hideg vizes vagy fűtési és hűtési rendszerekben történő alkalmazást, de használható még gázvezetékekhez, vagy akár vegyipari, egészségügyi intézményekben is. A csövek hőre lágyuló anyaga lehetővé teszi a hegesztéses kötést. Ilyenkor a cső külső és a fitting belső felületét felmelegítve, majd gyorsan összetolva a két anyag együtt hűl le. A közöttük lévő, összeolvadt és megszilárdult homogén anyag biztosítja a tökéletes tömítést.
 |
| 1. ábra: Míg a készülék bemelegszik, a csővezetéket méretre kell szabni. Figyelembe kell venni a fittinggel való átfedést is. |
 |
| 2. ábra: A leggyakrabban használt PP-R cső jó mechanikai, áramlástani, hőtani tulajdonságokkal rendelkezik, nagy nyomáson is hosszú élettartalmú, higiénikus, vegyszerálló, ellenáll az UV sugárzásnak, jó hőszigetelő. |
Ez a tokos hegesztés lényege. Nagyobb átmérők esetén az idomok vagy az azonos átmérőjű csövek hegesztése tükörhegesztéssel történik. Szakiparban a kisebb átmérőket használják, ezért itt a tokos hegesztés terjedt el. Az alábbiakban ezt mutatom be. Maga a hegesztés folyamata leírva sokkal bonyolultabbnak tűnik, mint a valóságban. Az első fázisban be kell kapcsolni a csőhegesztőt. A csővezeték anyagához illesztett hőfokot a hőfokszabályozó segítségével lehet beállítani. Nem kell tartani az esetleges túlfűtéstől, mert a csőhegesztő hőmérsékletét a benne lévő vezérlő automatikusan szabályozza. Míg a készülék bemelegszik, a csővezetéket méretre kell szabni. Figyelembe kell venni a fittinggel való átfedést is (lásd a táblázatot).
 |
| 3. ábra: Ez a technológia lehetővé teszi a gazdaságos, gyors csőszerelést. Tehát, ha olcsón és gyorsan akar végezni munkájával, akkor a legjobb választás a műanyagcsöves technológia. |
A vezeték levágásánál ügyelni kell arra, hogy a vágási felület sorjamentes és a csőre merőleges legyen. Ezt legegyszerűbben műanyagcső-vágóollóval vagy görgős csővágóval lehet elérni. A fittingbe való betolási mélységet célszerű megjelölni (pl. filctollal).
A megfelelő hőfok elérését a készülék jelzi. Ellenőrizzük az illeszkedő felületek tisztaságát, majd egyszerre nyomjuk rá a csövet és a fittinget a hegesztőkészülékre, és tartsuk ott a táblázatban megadott ideig (melegítési idő). Fontos, hogy a csövet és a fittinget a megadott mélységig nyomjuk be, és közben ne csavargassuk!
Amennyiben a környezeti hőmérséklet alacsony (+ 5 °C alatti), a melegítési időt 50%-kal meg kell növelni (1. táblázat). A melegítési idő letelte után húzzuk le a hegesztőkészülékről a munkadarabokat, majd azonnal nyomjuk össze őket, és tartsuk szilárdan, minimum 4-6 másodpercig. Ilyenkor két dologra kell nagyon figyelni. A csőhegesztőre mindig merőlegesen nyomjuk rá és húzzuk le a csövet.
Ugyanígy ügyelni kell a fitting és a cső egytengelyű illesztésekor is. A cső lehúzásakor és az idomok összeillesztésekor ne csavarjuk el a csövet vagy a fittinget.
A hűtési idő leteltével a hegesztés megszilárdul. Javítás vagy új szerelés után nyomáspróbával ellenőrizni kell a hegesztés minőségét.
Ezt még akkor meg kell tenni, mikor a cső nincs eltakarva. Ha pontosan betartottuk a technológiát, nem kell tartani szivárgástól. A hegesztőkészülék fontos része a cserélhető profilpár, amely tapadásmentes bevonattal van ellátva. Ügyelni kell arra, hogy ez a bevonat ne sérüljön meg.
■ Hegesztési hibák
Alacsony hőfokon történő hegesztés vagy rövid melegítési idő esetén az idom nem illeszthető rendesen a csőre. Magas hőfokon történő hegesztés esetén túlzottan megolvad a cső és az idom felülete. Ilyenkor a cső belső felületén kitüremkedik a megolvadt műanyag, csökkentve a keresztmetszetet. Ferdén összeállított idomok esetén az egyik oldalon túl nagy rés keletkezik az alkatrészek közt. Ezek a hibák tömítetlenséghez, szivárgáshoz vezethetnek.
| csőátmérő (mm) |
hegesztési mélység (mm) |
melegítési idő (mp) |
hegesztési idő (mp) |
hűtési idő (p) |
| 16 | 13 | 4 | 4 | 3 |
| 20 | 14 | 5 | 4 | 3 |
| 25 | 16 | 7 | 6 | 3 |
| 32 | 20 | 8 | 6 | 4 |
■ A technológia előnyei
A széles fittingválasztéknak köszönhetően gerinc-, felszálló- és ágvezetéknél is használható. A műanyagcső nem rozsdásodik, és a vízkő sem rakódik le benne. Könnyen és gyorsan szerelhető. A technológia pontos betartása esetén tökéletesen szivárgásmentes. Nem igényel karbantartást. Kiválóan használható olyan helyeken, ahol a szállított folyadék miatt korrózió- vagy saválló vezeték szükséges. Jó hőszigetelése miatt vékonyabb szigetelőanyag szükséges meleg vizes vagy hűtési rendszereknél. Szerszámigénye kicsi: csővágó és csőhegesztő. Ezek beruházási költsége kisebb, mint a más technológiát alkalmazó (rézcsöves, többrétegű cső stb.) rendszereknél. És talán az egyik legfontosabb: a rendszer anyagára alacsony, és a gyors szerelés által munkaidőt lehet megspórolni.
 |
| 4. ábra |
 |
| 5. ábra: Javítás vagy új szerelés után nyomáspróbával ellenőrizni kell a hegesztés minőségét. |
■ Hátrányai
-5 °C alatt nem lehetséges a műanyagcsövek hegesztése. Hibás hegesztés esetén nincs lehetőség korrekcióra. A hibás szakaszt ki kell vágni, és újat készíteni. A cső jellegzetessége, hogy ha nincs védőréteggel ellátva, a környezetből oxigént vesz fel. Ez a rendszerben lévő acél alkatrészeket korrodálja. Ha nincs a közelben satu – melybe befogható a készülék –, akkor két kéz nem elég a munkavégzéshez. Ez a technológia lehetővé teszi a gazdaságos, gyors csőszerelést. Tehát ha olcsón és gyorsan akar végezni munkájával, akkor a legjobb választás a műanyagcsöves technológia. Sőt! Nem csak folyadék szállítására alkalmas csővezeték készülhet ezzel a technikával; egy kis fantáziával akár széket is készíthetünk a tokos hegesztőkészülék segítségével.
 |
 |
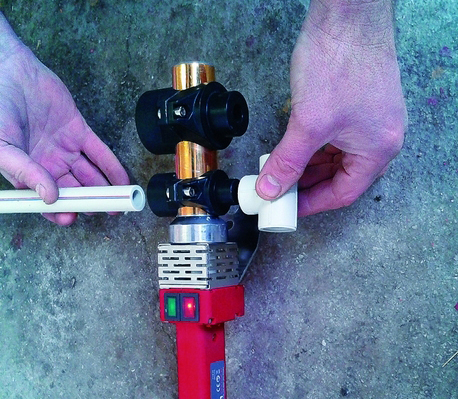
| 6. ábra: Fontos, hogy a csövet és a fittinget a megadott mélységig nyomja be, és közben ne csavargassa! | 7. ábra: Alacsony hőfokon történő hegesztés vagy rövid melegítési idő esetén az idom nem illeszthető rendesen a csőre. |