
A polipropilén csőrendszerek
2014/6. lapszám | Kaszab Gergely | 9464 |
Figylem! Ez a cikk 12 éve frissült utoljára. A benne szereplő információk mára aktualitásukat veszíthették, valamint a tartalom helyenként hiányos lehet (képek, táblázatok stb.).
A polipropilén csőrendszerek hosszirányú hőtágulásának ellensúlyozása és szerelésének kérdései. Cikksorozatunk előző részében részletesen áttekintettük a polipropilén csőrendszerek legfontosabb minőségi kritériumait, alapanyagaik különbségeit, és az ezzel összefüggő főkérdést, hogy melyik hegeszthető össze a másikkal, és mire kell ügyeljünk ezzel kapcsolatban.
Próbáltunk rávilágítani az anyagömledék-index (folyási index) jelentőségére az összehegeszthetőséggel kapcsolatban. A minőségi elvárások tekintetében hangsúlyoztuk, hogy elsődleges szempont az azonos alapanyagból és telephelyen gyártott cső és idom, az egyes idomokban található fémbetétek korrózióálló minősége, a hazai engedélyek megléte, az elérhető átmérőtartomány szélessége és az akár mínusz fokokban is összeépíthető alapanyagból készülő kivitel. Amennyiben a csövek előszigetelt változatban és színjelöléses csíkozással is rendelkeznek, biztosak lehetünk benne, hogy a gyártónak a minőségi cső előállítása és a kivitelezés segítése a legfőbb célja. A poli- propilén csövek felhasználási területeit is alaposan górcső alá vettük, részletesen a figyelem középpontjába állítva a rendszer fűtésre, hűtésre, sűrített levegő vagy kémiai anyagok szállítására való alkalmasságának határait.
Ebben a fejezetben megoldásokat ajánlunk a PP-R rendszerek kapcsán leggyakrabban felmerülő tervezési és kivitelezési kérdésekre: Hogyan ellensúlyozzuk a polipropilén rendszerünk hosszirányú hőtágulását? Milyen rögzítéseket alkalmazzunk és hol ezen rendszerben? Hogyan szállítsuk és tároljuk a PP-R rendszer elemeit, csöveit? Milyen hegesztési és öszszekapcsolási eljárások lehetségesek, és ezeknél milyen alapfeltételeket kell betartanunk?
Hogyan kompenzáljuk a PP-R rendszerünk hosszirányú hőtágulását? Milyen rögzítéseket és hol alkalmazzunk?
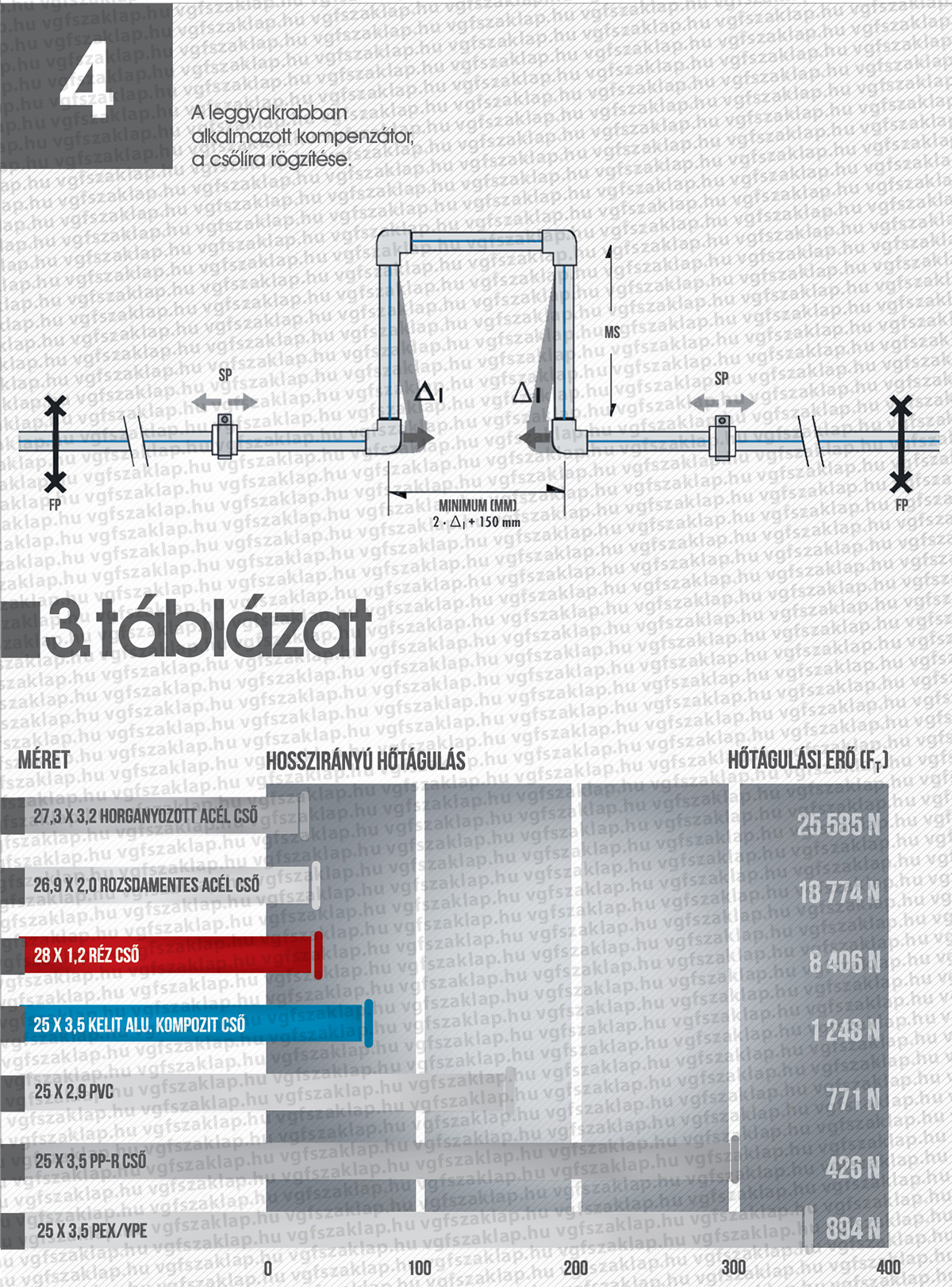
Nézzük meg részletesebben, hogy mit is kell ellensúlyoznunk, és milyen esetekben! A horganyzott acél 0,012 mm/m°C hőtágulási együtthatóval rendelkezik, míg a PP-R csőnél ez az érték 0,15 mm/m°C. Ez azt jelenti, hogy a polipropilén rendszerünk hő hatására jelentősen nagyobb tágulással reagál, mint fém alternatívája. A PP-R cső hőtágulási ereje viszont nagyságrendekkel kisebb, mint a fent nevezett versenytársáé (például 27,3 átm. horg. acél: 25 585 N, 25 átm. PP-R: 426 N). Ebből következően akadálymentes tágulásnál a PP-R rendszer nagyot tágul, gondot okozhat, de viszonylag könnyen, kis erővel ez a tulajdonsága kordában tartható. A falazatban vagy födémben lévő csővezetékek tágulását a természetszerűen fellépő súrlódási erők megakadályozzák. A gyártók a falhoronyba, betonfödémbe helyezett csővezetékek csőhéjjal való szigetelését és a szigetelt cső rögzítését (például műanyag vagy fém félbi-lincsekkel) írják elő, majd vakolható-betonozható a csőrendszer. A vakolás-betonozás előtt az irányváltásokhoz javasol néhány gyártó plusz PE csőhéjat betenni, hogy a kis hőtágulási erőt is teljesen kompenzálni lehessen, és semmilyen húzó-nyomó feszültség ne keletkezzen.
A szabadon vezetett PP-R csővezetékeknél mindig gondoskodni kell a hőtágulás megfelelő kompenzációjáról. Az egyik legegyszerűbb módszer a csőlíra (U kompenzátor), amit például aknában vezetett felszálló vezetékeknél a róluk való leágazás előtt is remekül lehet alkalmazni. A hosszabb egyenes szakaszoknál is leggyakrabban ez a megoldás kerül elő. A minőségi gyártók a pontos alapadatok ismeretében szívesen segítenek a csőlírák méretének elhelyezési pontjainak meghatározásában. Fontos a csőlíra rögzítésénél, hogy a szárakhoz közel csúszómegfogást, míg távolabb fix pontokat alkalmazzunk (szakaszokra bontva rendszerünket), így a hőtágulási erő a megfelelő irányba elvezethető. Több cég programjában előre elkészített kompenzációs hurok is szerepel, aminek rögzítése a csőlírához hasonló, és feladata szintén a hőtágulás ellensúlyozása.
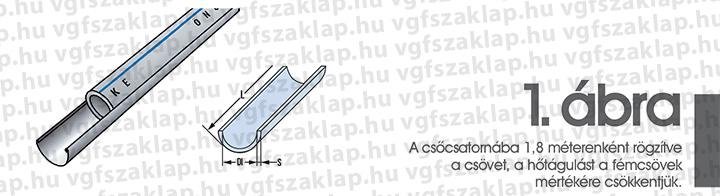
Egy másik gyakran alkalmazott módszer a szabadon vezetett PP-R csővezetékek hőtágulásának megoldására a csőcsatorna alkalmazása. Ebben az acél „vályúban” 1,8 méterenként a bilincseket szorosra húzva (fix pontként üzemel) rögzítjük a PP-R csöveket, és így a hőtágulást az acélcsövek mértékére csökkenthetjük. Ez az egyik legjobb megoldás, mert akár utólag is elvégezhető, és nem jár a csőhegesztés előtt egy plusz művelettel (például alubetétes PP-R-nél hegesztés előtti hántolás). Egy olyan oldalfalon például, ahol csőcsordák vannak rögzítve, és nincs hely csőlírák beépítésére egy hosszabb szakaszon, kitűnő megoldást nyújt a tervezők és kivitelezők számára.
A HMV rendszerek tervezésénél, kivitelezésénél sokan alkalmaznak alubetétes vagy üvegszálas polipropilén csöveket. Ezek a módszerek kb. 75%-kal csökkentik a PP-R csövek hosszirányú hőtágulását, és így a fémrendszerekéhez hasonló mértéket érhetünk el. Fontos, hogy ügyeljünk a gyártók utasításaira, a hegesztések előtt például az alubetétes változatnál ügyeljünk az alubetét lehántolására, ez kötelező művelet.
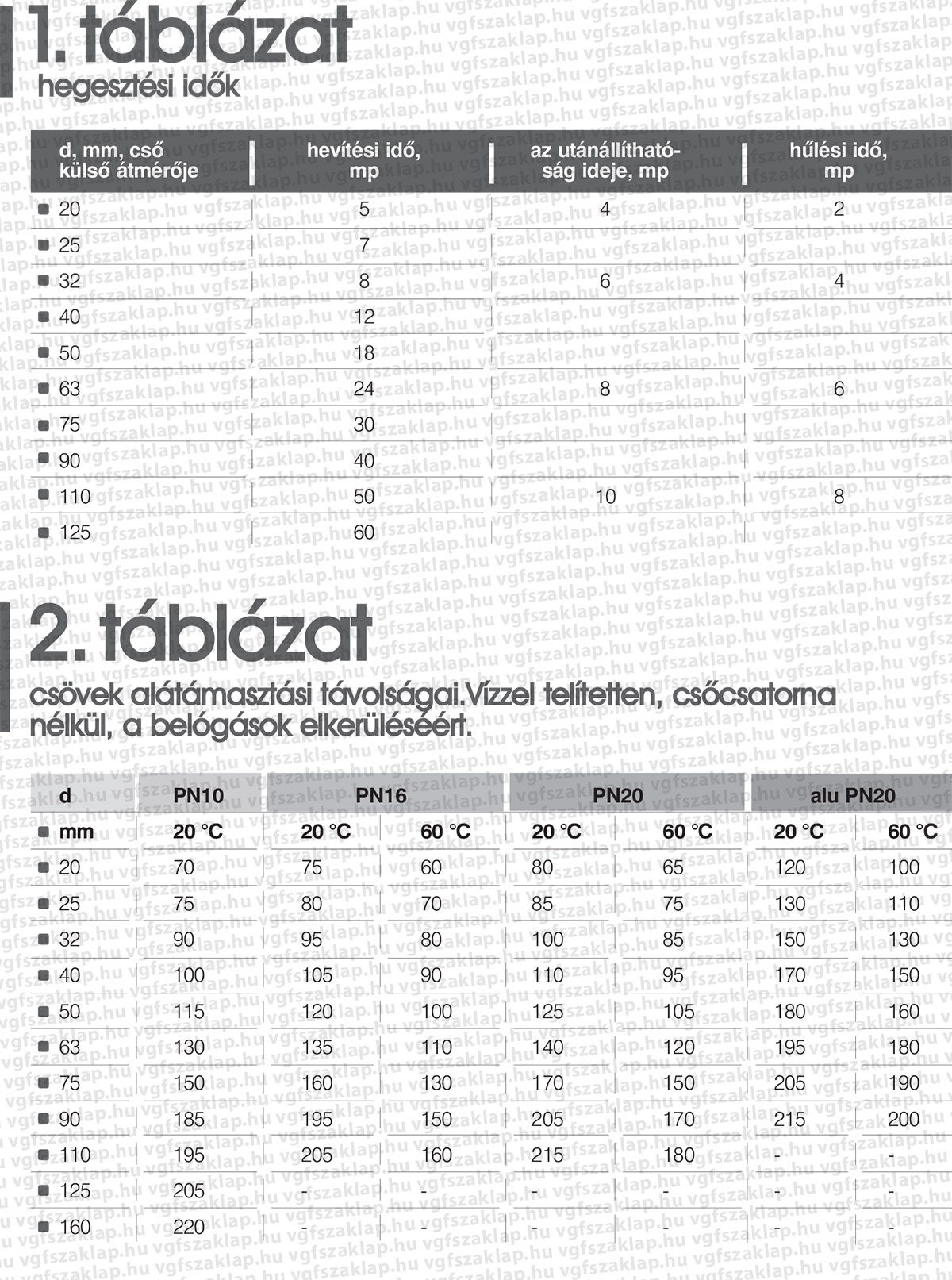
A csőlíra, a kompenzációs hurok és a csőcsatornás szerelés rögzítésén kívül fontos betartanunk a gyártók által ajánlott rögzítési pont-távolságokat, amelyeket a 2. táblázatban centiméterben láthatunk. Tisztán mutatja táblázatunk is, hogy a hőmérséklet emelkedésével a rögzítési pontok közötti távolság csökken. A függőleges csővezetékek rögzítésének szükséglete 1,3-szorosa a vízszintes rendszerének.
Mire ügyeljünk a polipropilén csövek szállítása és tárolása közben?
Mivel a PP-R csövek műanyag alapanyagúak, így ügyeljünk a szállítás–tárolás során, hogy ne nyomódjanak, ütődjenek, törjenek meg. Lehetőleg a védőcsomagolásból csak közvetlenül a felhasználás előtt vegyük ki, hogy a sérülésüket, koszolódásukat minimalizáljuk.
Ezen csővezetékek kültéri felhasználása csak feltételesen ajánlott, például közvetlen napsütésnek a PP-R rendszereket tartósan kitenni szigorúan tilos. A termék a szerelés ideje alatt UV-stabil, nem károsítja a napsugárzás, de mivel nem UV-álló, így védelem nélkül szabadtérben nem alkalmazható. Tárolása során ügyeljünk arra, hogy tartósan ne legyen egy helyiségben ragasztókkal, oldószeres festékekkel, kőolajalapú oldószerekkel, más vegyszerekkel.
A PP-R csőrendszer hegesztési eljárásai és ezek alapfeltételei, illetve menetes-karimás- hollandis kapcsolatai
A PP-R rendszerek csöveit és idomait egymással a leggyakrabban polifúziós vagy más néven tokos hegesztéssel olvasztjuk egybe. Ezzel a hegesztési móddal 16-os átmérőtől (nem minden gyártónál létezik) 110-es, 125-ös átmérőig dolgozhatunk. A cső csak akkor fér az idomba, ha már felhevítettük a hegesztőgép segítségével. A cső külső felületét nagy területen hegesztjük öszsze az idom belső felületével, így a kötés tartóssága, ellenálló képessége többszöröse lesz más kapcsolatokénak. A legfontosabb a hegesztési hőfok és a hegesztési idők betartása. A legnagyobb problémát a 210-220 °C-on működő KPE hegesztők alkalmazása jelenti a polipropilén területen. Itt 260 °C szükséges, alacsonyabb hőfokon nem valósul meg a tökéletes hegesztés.
A másik probléma a hőfok-állítható gépek esetében adódik. Láttunk már 370 °C-ra „feltekert” szerszámot, mert a dolgozók sietni szerettek volna. Az előírt hőfokon 5 másodperces (20-as cső) hevítési időt lerövidíteni felesleges, mert ha nem elég gyors a kolléga keze, túlhevíti a csövet, és ez az idom rátolásánál könynyen zárványt okoz. A hegesztési időket a gyártók több helyen is feltüntetik, van, aki egy jelzőórát is ad a gépéhez, amin szintén szerepelnek az átmérőnként változó hevítési idők.
A hegesztés menete
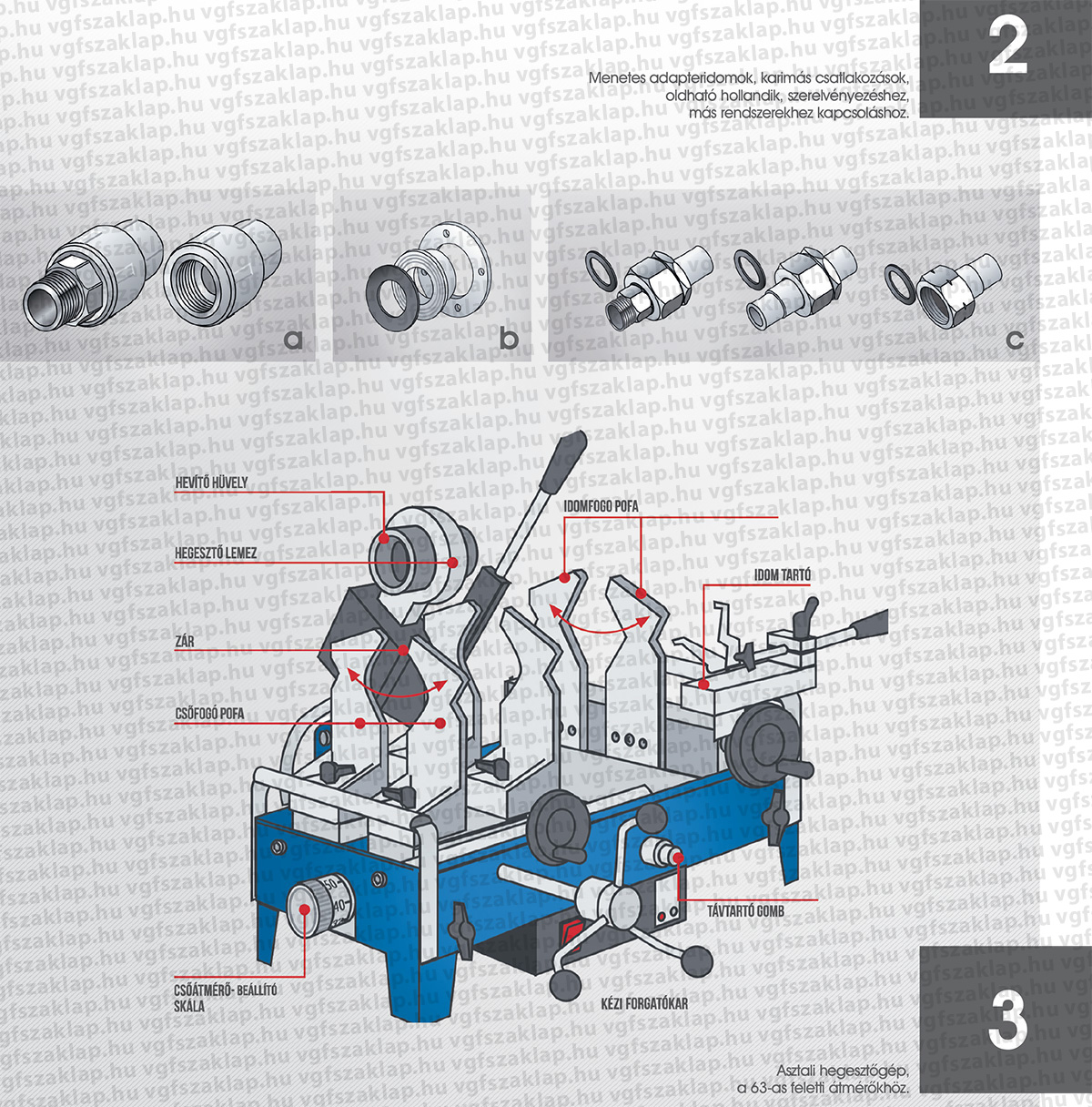
A méretre vágott cső hegesztendő végét tisztítsuk meg izopropil-alkohollal, tiszta vagy denaturált szesszel, de semmi esetre sem benzintartalmú, szerves oldószerekkel. A tisztítás után a karmantyú mélységét jelöljük rá csőre, majd a felhevített, előkészített hegesztőszerszámra toljuk fel egyszerre a csövet és az idomot. A teljes feltolás után indul a hevítési idő, melynek letelte után a szerszámról lehúzzuk a csövet és az idomját, majd nem forgatva, egyenletesen összetoljuk őket. A jelölésig betolt cső néhány másodpercig még igazítható, az idomon és csövön található csíkokkal így például tökéletesen párhuzamos csőszakaszokat hozhatunk létre. A gyártók által megadott néhány perc hűtési idő nem azonos a rendszer nyomás alá helyezésének időpontjával. Nyomás alá kis átmérők esetén 1 óra múlva, 40-75 átmérőtartományban másfél órát követően, míg e feletti átmérőnél 2 óra múlva helyezhető rendszerünk. A kötések hűtését tilos hideg vízzel vagy levegővel gyorsítani. Egyes gyártók 50-es átmérő felett, mások 63-ast meghaladó tartományban már nem kézi polifúziós hegesztést- összetolást, hanem asztali vagy állványos gépet javasolnak. Ezen készülékek a cső és az idom helyzetét rögzítő szorító pofákkal felszereltek. A beállítások és a lehajtható hevítőegység használata után a csövet megfelelő erővel, szögben és mélységben tolja bele az idomba. A 63-125 tartó átmérőtartományban a polifúziós hegesztéssel létrehozott kötések minősége teljes mértékben csak ezen gépek alkalmazásával garantálható. A 125-ös mérettartomány felett már csak tompahegesztéssel dolgozhatunk.
A csővégek hántolása, hevítése és hidraulikus összenyomása egy speciális szerszámmal történik, amit a minőségi gyártók szívesen bemutatnak a kivitelezőknek. A tompahegesztő gépnél sokkal szélesebb körben használt az elektrofitting beépítésére alkalmas szerszám. Az elektrofittingeket nehezen hozzáférhető helyeken, javításoknál alkalmazzák leginkább. A fittigben található fémhuzal ellenállása okán a hegesztő gép felmelegíti a cső és idom találkozását, és így alakul ki a kötés. Az elektrofitting-géphez való csatlakozó kiállásait a gyártók egyedileg alakítják ki, hogy a saját fittingjükhöz csak tőlük lehessen gépet használni. Ezt azért teszik, mert a kötés minőségével összefüggésben ez egy nagyon kényes folyamat, aminek megfelelőségét a garanciális kérdések miatt így tudják biztosítani. A kötés elkészítésének folyamata úgy néz ki, hogy a cső méretre vágása után a hegesztendő végét óvatosan, kézi hántolóval vékony réteget levéve hántoljuk. A cső átmérője jelentősen ne csökkenjen, csiszolópapírt használni tilos. A fittingből a középső ütközőt vágjuk ki, de vigyázzunk, hogy a belső felületébe ne nyúljunk! A csővégeket (esetleg a fitting belső felületét is) zsírtalanítsuk a fittinghez csomagolt kendővel vagy tiszta szeszszel. A csövekre való betolási mélység feljelölése után toljuk be a csöveket a fittingbe, amit a géphez csatlakoztathatunk. A gépen válasszuk ki a megfelelő paramétereket, majd indítsuk el a műveletet. A gép jelzi, ha elkészült a hegesztés, de az ellenőrző csúcsok kitüremkedéséből optikailag is kontrollálhatjuk a sikert. Minimum 10 percnyi hűtést biztosítsunk, de nyomás alá a polifúzi-ós hegesztésnél leírtak szerint helyezhető. Egy praktikus megoldás a nyeregidom használata, szűkített T idomok helyett. Alap- vagy felszálló vezetékekhez való csatlakozó ágvezetékekhez gyakran használunk szűkítő T idomot, amelyek jelentős költséget okoznak. A nyeregidom a vezetékek megfúrása után egy speciális hegesztőfejjel egyszerűen beépíthető, és máris kész a néhány száz forintból létrehozott leágazás-bekötés. Figyelem, alubetétes verziónál ez az eljárás biztonságosan nem alkalmazható!
A csövek hajlítását soha ne végezzük nyílt láng használatával, hideg állapotban is hajlítható 8xd sugárban. Amennyiben mégis melegíteni szeretnénk a hajlításhoz, kizárólag meleg levegőt alkalmazva, maximum 140 °C-on tegyük ezt. A polipropilén rendszerek szerelvényezésénél, más rendszerekkel való összekötésénél használják a menetes adapterrel rendelkező menetvégeket, nagyobb átmérőknél a karimás (peremes) csatlakozásokat. Amennyiben gyors, oldható kötéseket szeretnénk, a hollandis csatlakoztatást alkalmazzuk.
Összefoglalva az eddigieket, a polipropilén csövek hosszirányú hőtágulása több módszerrel is, egyszerűen kompenzálható, míg szerelése a fent említett szabályok betartásával és gépek alkalmazásával könnyű, és minimum 50 évre szóló, tartós csőrendszert eredményez.