
Radiátorgyártás
2010/9. lapszám | Fülöp Miklós | 4380 |
Figylem! Ez a cikk 16 éve frissült utoljára. A benne szereplő információk mára aktualitásukat veszíthették, valamint a tartalom helyenként hiányos lehet (képek, táblázatok stb.).

A radiátorok életünk sokszor észrevétlen kísérői. Ott voltak – nehéz öntöttvas formában – az iskolai tantermeinkben, de otthonunkban, munkahelyünkön is nap mint nap találkozunk velük. A gyártási technológiák minden téren rohamosan fejlődnek, így érdemes betekinteni egy modern gyárba, hogy megnézzük, hogyan is készül ma egy radiátor.
A radiátor útja a vaskohóban indul
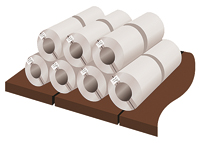
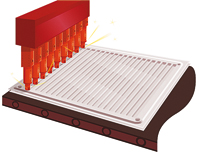
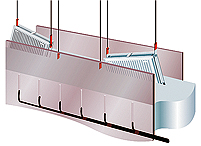
Ittl elkészülnek a gyártás alapjául szolgáló hatalmas lemezhengerek, amelyek vasúton jutnak a radiátorgyárba. A radiátorok alapanyaga EN 442 szerinti I. osztályú, hidegen hengerelt, FeP01 jelzésű acéllemez. Az acéllemez vastagsága fűtőlapok esetében 1,25 mm, konvektorlemezekénél 0,5 mm. A radiátor súlyából megbecsülhető, hogy az milyen vastagságú lemezből készül, így következtetni lehet a radiátor minőségére is. A gyártási folyamat jelentős része automatizált, így az első fázis, a lemezmegmunkálás is. A gyártósorra helyezett és „befűzött” hengerről tekeredik le az acéllemez, amelyet a megfelelő profilú présszerszám megnyom, így alakítva ki a konvektorlemezeket és a fűtőlapokat. A gyakorlatilag steril folyamat során a préselt alapanyag fémtiszta marad, szennyezőanyagok nem jutnak a fűtőtestbe. Ezt azért fontos aláhúzni, mert gyakran hallani olyan problémákról, miszerint a beépített új radiátorokból a fűtőkörbe szennyeződés kerül, mondván, hogy a gyártósor tocsog az olajban, zsírban. Nos, ez nincs így, ilyen esetekben a szakszerűtlen bekötés okozhatja a szenynyeződés bejutását. A gyártósoron továbbhaladó, immáron megformált elemek a hegesztési fázisokhoz érkeznek. Itt először az összefordított paneleket pontelektródákkal egymáshoz rögzítik, majd szintén ponthegesztéssel a konvektorlemezeket is a fűtőlaphoz rögzítik.
A radiátorgyártás folyamata
 |
 |
| 1. kép: A lemezek tárolása |
2. kép: Panelek préselése |
 |
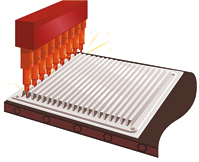 |
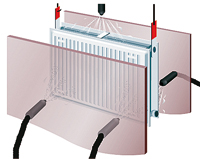
| 3. kép: Többpontos panelek hegesztése |
4. kép: Konvektor hegesztése fűtőtesthez |
 |
 |
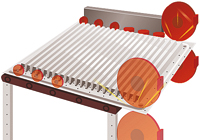
| 5 kép: Fűtőtest hegesztése korongelektródákkal |
6. kép: Elvezető elemek és merevítők hozzáhegesztése a szerkezeti elemekhez |
 |
 |
| 7. kép: Tömítés ellenőrzése a már legyártott fűtőtesten |
8. kép: Fűtőtestek raktározása a termelési helyeken |
 |
 |
| 9. kép: Fűtőtestek felfüggesztése a festő szalagra |
10. kép: Mosás és a fűtőtestek zsírtalanítása |
 |
 |
| 11. kép: A törzs festése |
12. kép: Elektrosztatikus festés, végső szórt festékkel |
 |
 |
| 13. kép: A fűtőtest áthelyezése a csomagolószalagra |
14. kép: A kész fűtőtest csomagolása és címkézése |
 |
|
| 15. kép: A fűtőtestek raklapra helyezése, szállítá | |
Ezután korongelektródák segítségével
a radiátorok széleit egyesítik, összehegesztik. Az ellenállásos hegesztés során csakis kiváló minőségű elektródákat használnak, hiszen cél, hogy a radiátor élettartama minél hosszabb legyen, így a megfelelő alapanyagok alkalmazása elengedhetetlen. Ezután a fűtőtesteket mechanikai úton pontos méretre vágják, és a vágás mentén a széleket és az éles sarkokat eldolgozzák. A folyamat következő szakaszában az össze-kötő csonkok, merevítő és távtartó elemek is a fűtőtestre kerülnek. A számítógép-vezérelt gyártás egyik kiváló példája az összekötő csonkok helyére kerülése: a futószalagon érkező, össze-vissza fekvő csonkok képét egy szkenner segítségével számítógépre rögzítik, így a robotkar, amely a fűtőlapok közé helyezi az összekötőket, már pontosan tudja, hogyan nyúljon az egyes elemekért. Ezeket szintén ellenállásos hegesztéssel rögzítik a kívánt pozícióba. Az így elkészült, de még fémtiszta radiátorok folytatják útjukat a futószalagon, és minőségellenőrzésen esnek át. A fűtőtestek mindegyike részt vesz ezen a procedúrán, amelynek során 13 bar nyomással megnyomják levegővel, majd szappanos-lúgos vízbe merítik őket. A nyomáspróba alkalmával egyszerűen kiszűrhető a gyártási hibás vagy sérült darab. A kész, de még festetlen radiátorok raklapokra kerülnek, és immáron kézi munkával ledugózzák a bekötő csonkok nyílásait. Az így előkészített radiátorokat ezután egy szállítósorra akasztják, hogy mielőtt festésre kerülnek, a szükséges tisztítási, felületkezelési folyamatokon átessenek. A vegyi tisztítás, foszfátozás és korróziómentesítés után egy kataforézises technológián alapuló alapozó medencén át folytatja útját a radiátor. Itt egy 300 ezer liter festéket tartalmazó medencében teljesen elmerítik. A kataforézises festés lényege, hogy a festékfürdőbe merített, egyúttal katódosan egyenáramra kapcsolt munkadarab teljes felületére eljut a festék (a kapillárishatás következtében), így tökéletes alapozó bevonat kerül a lapradiátorra, és kiemelkedő korrózióvédelmet biztosít a radiátor számára. A festés utáni szárítás egy 200 0C-os szárítókemencében történik, ahova szintén a szállítószalagon, egyazon folyamatban jutnak el a fűtőtestek. Az így megszárított radiátorok felülete további védelmet kap egy epoxigyanta-réteg formájában; ezt a púderszerű anyagot porfúvással juttatják egyenletesen a felületre, majd egy kemencében 200 0C-on 2 óra alatt a felületére égetik, egységes bevonatot képezve. A majdnem kész radiátorokra a csomagolósoron a megfelelő méretű rácsot és burkolólemezeket kézi munkával rápattintják. A gyártási folyamat záró szakaszában minden radiátor egyedi sorszámot kap, amely tartalmazza a gyártósor számát, idejét (év, hónap, nap, óra, perc), így az esetleges gyártási hibák visszakövethetővé válnak. Miután a radiátorokhoz járó tartozékok (falitartók) behelyezésre kerülnek, kartonozzák és sarokvédőkkel látják el a fűtőtesteket, valamint a szükséges dokumentumok is a csomagba kerülnek. Utolsó lépésként zsugorfóliázzák a kész terméket.
Fülöp Miklós

